Производство ПЭТ преформ

ПЭТ преформы изготавливаются методом литья под давлением на термопластавтоматах револьверного типа. Расплавленный полиэтилентерефталат (ПЭТФ) поступает в закрытую охлаждаемую пресс-форму. Расплав при охлаждении застывает, форма раскрывается, после чего готовое изделие окончательно остывает и отправляется на конвейер или в приемный короб.
Особенности производства
Изготовление преформ осуществляется в несколько этапов:
- Техническое задание. Заказчик предоставляет ТЗ на изготовление изделий. Определяется тип горлышка, вес с учетом назначения заготовки, цвет и др. параметры. В качестве примеров мы можем предоставить готовые преформы. Далее заключается договор на производство заготовок.
- Подготовка сырья. На качество, прочностные характеристики заготовок напрямую влияет содержание влаги в ПЭТ сырье. Поэтому предварительно проводится высушивание в специальных сушильных бункерах в составе линии по производству преформ. Процесс занимает порядка 4 часов. В сырье также добавляют красители для получения необходимого цвета будущей тары, нейлон и амосорб.
- Получение однородной массы. Высушенное до минимально допустимого уровня влажности сырье поступает в шнек, где расплавляется до равномерной массы. На этом этапе важно исключить наличие кристаллических участков в массе, поскольку это впоследствии может привести к браку заготовок.
- Отливка преформ. Гомогенная масса поступает в пресс-форму с гнездами. Пресс-формы выполнены из алюминия марки Д16Т. Головка заполняется формовочным газом, благодаря чему выдувается форма будущей заготовки.
- Охлаждение и выгрузка. Скорость охлаждения преформ напрямую зависит от характеристик пресс-форм и толщины стенок преформ. Охлажденные заготовки извлекаются из пресс-форм, и поступают на приемный короб. При слишком медленном охлаждении заготовка может стать мутной, что будет считаться браком, поэтому правильный выбор режима (скорости) – важный этап производства.
- Упаковка и отправка. Преформы – достаточно хрупкие изделия, и любые дефекты, возникающие при транспортировке, могут в итоге привести к браку при изготовлении ПЭТ тары.
На нашем заводе проводится многоступенчатый контроль качества – от проверки поступающего сырья (гранулята, красителей) до оценки готовых преформ перед их отгрузкой. Сырье хранится в надлежащих условиях – исключается попадание сторонних веществ, влаги, воздействие температур, ультрафиолета. Мы используем современное автоматизированное оборудование, обеспечивающее изготовление качественных заготовок.
Подготовка сырья
Для переработки ПЭТФ требуется температура порядка 280-300 °C – при таком нагреве возможна термодеструкция, негативно влияющая на механические свойства бутылок. Тара, изготовленная из деструктированного ПЭТ, характеризуется повышенной хрупкостью. Термодеструкция приводит к следующему:
- Повреждение пустой тары при транспортировке – из-за тряски может откалываться дно у бутылок.
- Существенное сокращение сроков хранения – деструктированный ПЭТ менее стойкий к ультрафиолету и кислороду.
- При термодеструкции выделяются вредные вещества, которые от бутылки могут попасть в наливаемую жидкость.
Избежать термодеструкции можно за счет правильной подготовки сырья. Катализатором процесса выступает вода, поэтому необходима сушка гранулята при специальных условиях до содержания влаги порядка 0,003-0,004%. Добиться такого показателя при применении сушильных шкафов невозможно, поэтому на линии производства преформ устанавливают сушильные бункеры адсорбционного типа. Процесс сушки в бункере занимает порядка 4-х часов. При этом заполнение осуществляется автоматически посредством вакуумного загрузчика. В бункере сырье перемещается сверху вниз, а снизу подается нагретый воздух для отбора влаги. Воздух после отбора влаги поступает через фильтр и холодильник в осушитель, а высушенный гранулят отправляется в экструдер.


Гранулы ПЭТ для изготовления преформ
Пластификация
В экструдере гранулы ПЭТ плавятся и пластифицируются при температуре 250 °C. Если температура будет выше, то возникает термодеструкция. Кристаллические участки преформы при последующем нагреве при производстве бутылок не могут деформироваться. Кристаллическое состояние сырья – это брак, и для его исключения требуется мощное холодильное оборудование для интенсивного охлаждения пресс-форм в процессе литья. Полностью исключить кристалличность нельзя – существуют стандарты, определяющие допустимую степень кристалличности преформы.
Литье преформ
Расплавленный ПЭТ поступает в пресс-формы, где распределяется по гнездам. Давление впрыска составляет 1200-1400 бар. После формирования изделия осуществляется охлаждение пресс-формы для извлечения и остывания преформы. Время охлаждения напрямую зависит от температуры расплава, стенок пресс-формы, толщины готового изделия. Извлеченные и охлажденные преформы отправляются на конвейер (приемный короб).



Изготовление ПЭТ преформ в "ОПТИМУМ"
Требования к стандартам и качеству преформ
Кроме кристалличности и термодеструкции в процессе производства преформ возможны и другие дефекты. Степень растяжения преформы составляет 10 – т.е. любая микротрещина или царапина на пластиковой бутылке будет увеличена в 10-кратном размере. Поэтому при изготовлении преформ важен контроль качества и высокая точность. На заготовках не должно быть не проплавленных участков, видимых включений, микротрещин, царапин. Облой обламывается, и его величина должна быть минимальной.
В отношении производства заготовок действует ТУ 22.29.29-001-69382110-2021. Согласно техническим условиям:
- не допускаются сквозные отверстия, раковины толщиной более 20% от толщины стенки, трещины, пузыри, царапины;
- допускаются потертости, легкая матовость и небольшие царапины на наружной стороне преформы.
Все заготовки, не удовлетворяющие по качеству ТУ, извлекаются с конвейера и отбраковываются. Поскольку ПЭТ подлежит вторичной переработке, и изделия из переработанного сырья не уступают по качеству продукции из первичного гранулята, то брак повторно перерабатывается.
В отношении ПЭТФ действует ГОСТ Р 51695-2000. Также тара, получаемая из преформ для пищевых жидкостей, должна соответствовать ГОСТ Р 32686-2014 и ТР ТС 005/2011.
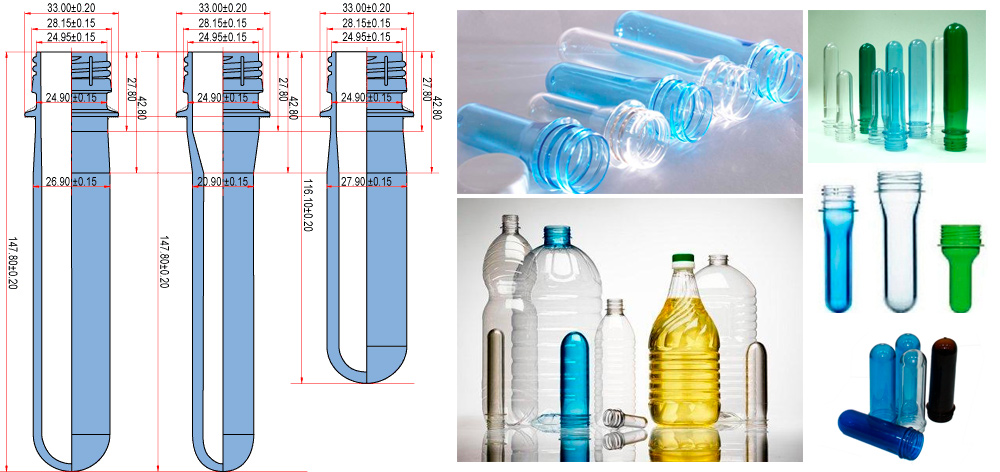
Стандартные преформы прозрачные, но возможно изготовление цветных заготовок за счет окрашивания сырья в требуемый цвет:


ПЭТ преформы могут быть разного цвета
Стоимость производства зависит от цены гранулята, используемого оборудования, затрат на хранение и логистику готовых изделий. Преформы выгодно закупать производителям напитков, кисломолочной продукции, технических жидкостей, бытовой химии. При оптовых закупках применение преформ с последующим выдуванием пластиковых бутылок обходится дешевле, чем закупка непосредственно самой тары.


Упаковка и отгрузка готовых ПЭТ преформ
Узнать больше о производстве преформ на ООО «Оптимум» и оформить заявку на изготовление заготовок под ПЭТ тару вы можете, позвонив по телефону или заполнив форму на сайте.